新品 OSG 超硬防振型エンドミル AE-VMS Φ6 五本セット デュアライズコーティング オーエスジー フライス マシニング ドリルの落札結果 新品送料無料
新品 OSG 超硬防振型エンドミル AE-VMS Φ6 五本セット デュアライズコーティング オーエスジー フライス マシニング ドリルの商品画像






新品 OSG 超硬防振型エンドミル AE-VMS Φ6 五本セット デュアライズコーティング オーエスジー フライス マシニング ドリルの商品説明
新品未開封品です
OSG 超硬防振型エンドミル
AE-VMS Φ6 五本セット
参考価格
ミスミ
5本で税込18,150円です
製品特長・仕様
製品の基本仕様・特長
ポジすくい角
切削抵抗を低減
高剛制
加工精度の向上
新溝フォーム
良好な切りくず排出性
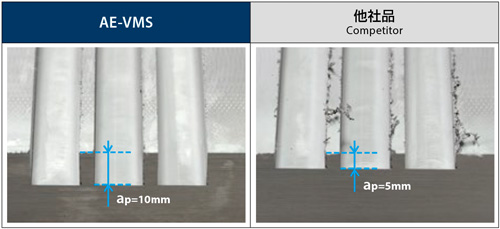
違いは溝加工でわかる:溝加工でバリが出にくいのは、安定加工の証です。
切りくず排出性が悪かったり切削抵抗が高いと不安定な加工となり、バリが発生しやすくなります。
AE-VMSは切込み深さが10mmの溝加工でもバリが小さく安定加工を実現します。
切削抵抗を低減
高剛制
加工精度の向上
新溝フォーム
良好な切りくず排出性
違いは溝加工でわかる:溝加工でバリが出にくいのは、安定加工の証です。
切りくず排出性が悪かったり切削抵抗が高いと不安定な加工となり、バリが発生しやすくなります。
AE-VMSは切込み深さが10mmの溝加工でもバリが小さく安定加工を実現します。
| 使用工具 | AE-VMS φ10 | 他社品 φ10 |
|---|---|---|
| 被削材 | SUS316 | |
| 切削速度 | 69m/min (2,200min-1) | |
| 送り速度 | 350mm/min(0.04mm/t) | |
| 切削油剤 | 水溶性切削油剤 | |
| 使用機械 | 立形マシニングセンタ(HSK63) | |
| 切りくず排出量 | 35cm3/min | 17.5cm3/min |
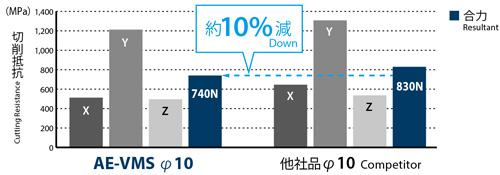
安定加工:低抵抗
・切れ味の良いポジ刃形により切削抵抗を低減します。
・工具剛性と切りくず排出性を両立した新溝フォームにより安定加工が可能となり、バリ発生を抑制します。
・切れ味の良いポジ刃形により切削抵抗を低減します。
・工具剛性と切りくず排出性を両立した新溝フォームにより安定加工が可能となり、バリ発生を抑制します。
他社品に対して切削抵抗を約10%ダウン
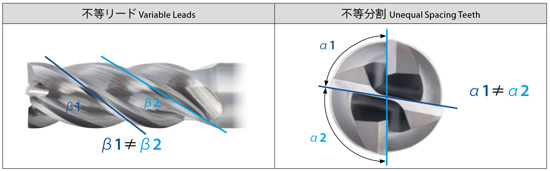
高能率:びびり抑制
不等リード、不等分割の採用で安定、高能率加工を実現します。
不等リード、不等分割の採用で安定、高能率加工を実現します。
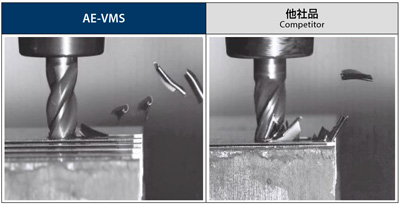
●高能率
高能率溝切削でも安定した切りくず排出
高能率溝切削でも安定した切りくず排出
| 使用工具 | AE-VMS φ10×R1 |
|---|---|
| 被削材 | SCM440 |
| 切削方法 | 溝切削 |
| 切削速度 | 90m/min (2,900min-1) |
| 送り速度 | 660mm/min(0.057mm/t) |
| 切込深さ | ap=10mm |
| 切削油剤 | なし |
| 使用機械 | 立形マシニングセンタ(HSK63) |
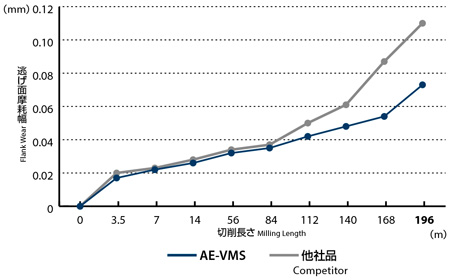
●長寿命
DUARISE(デュアライズ)コーティング採用で安定した摩耗推移
| 使用工具 | AE-VMS φ6×R1 |
|---|---|
| 被削材 | S50C |
| 切削方法 | 側面切削 |
| 切削速度 | 130m/min (6,900min-1) |
| 送り速度 | 1,970mm/min(0.071mm/t) |
| 切込深さ | ap=9mm ae=1.2mm |
| 切削油剤 | エアブロー |
| 使用機械 | 立形マシニングセンタ(BT40) |
オークション情報 新品送料無料
| 落札価格 | 6,000円 |
| 入札件数 | 1件( |
| 商品の状態 | 未使用 |
| 発送方法 | おてがる配送ネコポス |
| 発送地域 | 大阪府 |
| 終了日時 | 2024年5月11日 23時36分 |
| 出品者 | |
| オークションID |
カテゴリ落札トレンド
